
熱線電話:
18114758856

 全國服務熱線
全國服務熱線
 光伏焊帶專用拉絲機
光伏焊帶專用拉絲機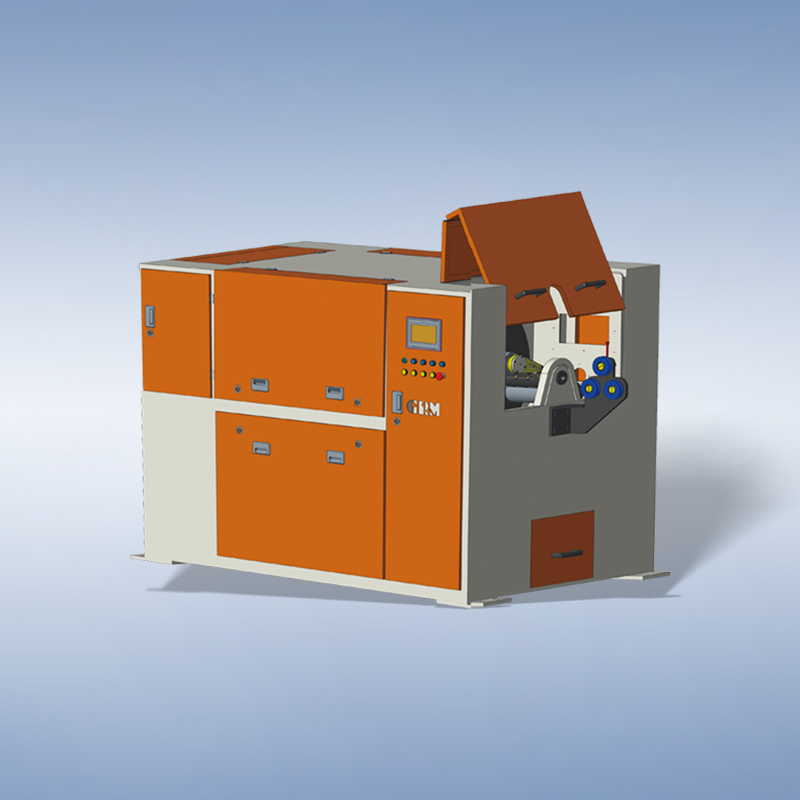 砂帶除銹機
砂帶除銹機-

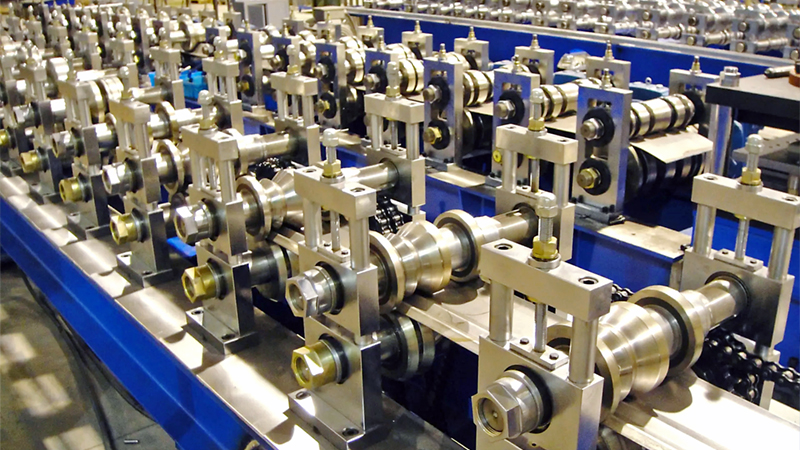
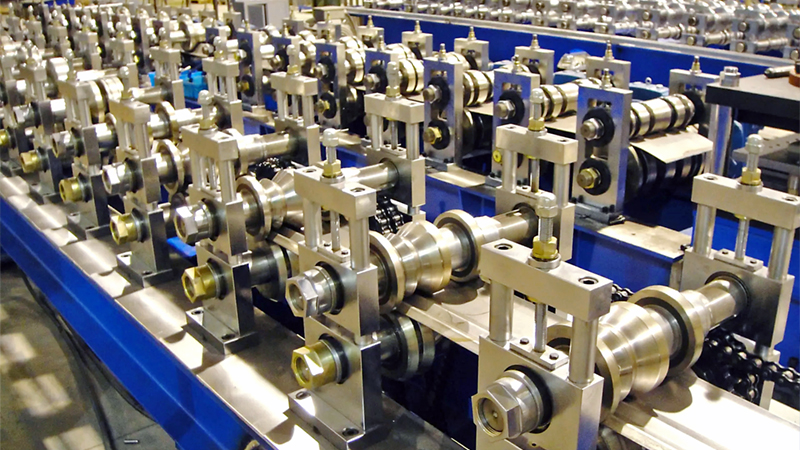
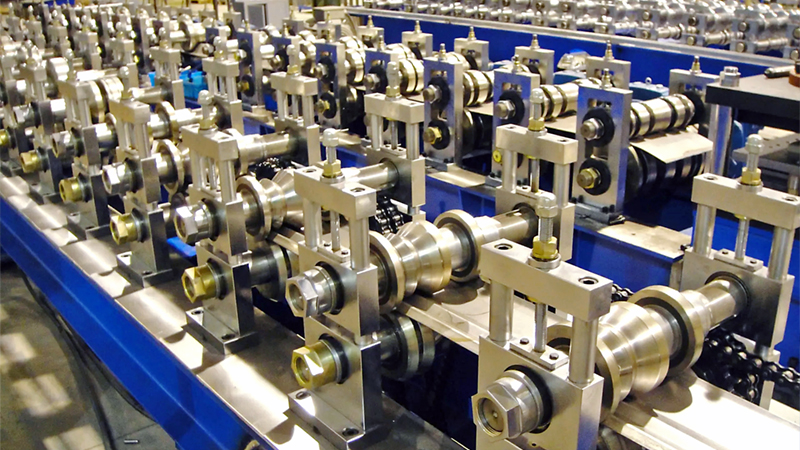
萬用軋機、異型金屬線材精密軋機的功能有哪些?
2024-07-09萬用軋機,也被稱為萬 能軋機(Universal Mill),是一種由一對水平輥和一對立輥組成的型材軋機。這四個輥的軸線位于一個平面內,水平輥通常為主動輥,而立輥為從動輥(但在某些軋機中,立輥也可驅動)。此外,它通常還會配備一架二輥水平軋機作為輔助機架(軋邊機)。
-
導向裝置在型材軋機中的重要性
2023-12-01除軋輥外,導向裝置也是型材軋機中重要的組件之一。它可以使軋制件根據的位置,方向和所需狀態進出孔,不僅有效地解決了軋制問題
-
軋機運行中加濕部件的總體設計
2023-11-02目前,在高低壓電機軋機系統軟件的運行中,經常出現異常情況,這將對機械設備的安全運行構成安全隱患。關鍵是要抓住高低壓進氣系統失效的原因,規劃柴油機進氣系統的整體技術系統軟件更新改造,根據應用規定、存在的問題和需要,減少停機時間和各項性能指標明確了進氣系統滾壓機及設備在生產加工中的關鍵驅動力,探討了該機及設備薄弱環節的處理方法。
-
軋機的軋制工藝以及安裝注意事項
2023-10-26一般來說,工業生產中采用的方法是熱軋。該方法操作簡單,軋鋼效果明顯。因此,熱軋曾在大型工廠的生產車間流行。相比之下,冷軋適用于生產高性能鋼板和帶材,可通過冷軋工藝生產極薄帶材
-
怎么樣修復軋機中發生錯位的螺釘
2023-08-24只有在對軋機進行檢查后,才發現其螺釘錯位。 因為這會直接影響軋機的穩定性,所以必須盡快修理。具體操作步驟如下:
-
根據軋機生產環境和軋輥構造對軸承進行合理選型
2023-08-17軋機用四列圓柱滾子軸承類型首要有FC型(一個內圈四列圓柱滾子軸承),FCD型(雙內圈四列圓柱滾子軸承),FCDP型(外圈帶平擋圈的雙內圈四列圓柱滾子軸承)。
-

有關熱軋機液壓油缸常見故障掌握及改善方式
2023-08-09階段在軋機熱扎的實際操作中,成型輥的液壓油缸經常無效,比如液壓油缸頭頂部的外螺紋毀壞,這造成生產制造終止,其上帶不好的危害生產制造的效率和品質,當掌握到精軋機液壓油缸的無效時,明確提出了相對的整改措施,以提升熱軋機的效率,以提升生產制造品質和安全系數。
-

四輥冷軋機根據產品如何調節、冷軋力如何及各種軋輥相互關系
2023-08-03冷軋機,其軋輥數量不一樣,因而,有四輥冷軋機、六輥冷軋機等獨特類型。殊不知,不論是哪樣冷軋機,在冷軋機中那樣大的范疇,但是對冷軋機有一個掌握,都不可以錯過了一切種類的。
-
張家港市錦豐鎮合興區楊錦公路425號 Address
Address
-
mkhmpr@163.com E- mail
E- mail
-
0512-58907835 / 0512-58907836 Tel
Tel
 江蘇優軋機械有限公司
江蘇優軋機械有限公司
 微信號:18114758856
微信號:18114758856

 添加微信
添加微信
 聯系我們
聯系我們
 電話咨詢
電話咨詢